Since the introduction of arc weld processes more than 150 years ago, there has never been with manual welds, an ideal, all position, single, arc weld process perfect for both pipe root and fill passes. TIP TIG was invented by Plasch Austria. I introduced and established TIP TIG in N. America around 2009. As you view in the video, there has never been a more simple and relaxed way to deliver the highest possible weld quality on all position pipe, vessel, tank welds.
With TIP TIG, and the correct training, the weld shop should enable a weld quality that should not require weld rework. Also as TIP TIG enables the lowest welded part heat, the TIP TIG welds will enable the lowest part distortion, the lowest weld and part stresses, the best possible weld and part metallurgical properties, and the lowest possible weld fumes. Weld personnel would also appreciate no weld spatter and no grinding, while attaining “all position” weld productivity similar to Pulsed MIG.
CNNOC, one of the largest Sub Sea Oil Companies in China, sent a team of it engineers to Europe and N.America to find a 5G manual and automated steel pipe and Inconel weld / clad process, that would produce defect free Inconel welds. The engineers spent a week with Tom and I at our Philadelphia TIP TIG USA facility, and then quickly adopted TIP TIG as their prime weld process for Sub sea and LNG welds.
TIP TIG adopted by the Chinese in 2009 for their sub sea pipe welds

A FEW REASONS WILL FOLLOW WHY THE MAJORITY OF WELD SHOPS THAT PRODUCE CODE QUALITY PIPE WELDS, NEED TO STEP INTO THE 21st CENTURY AND CHANGE THEIR “THIS IS WAY WE HAVE ALWAYS DONE IT” APPROACH TO PIPE & VESSEL WELDS:
For decades, when it came to code quality manual Pipe, Vessel and Tank welds, the weld shops when welding 5 or 6G position pipe welds, would typically use the 1946 DC TIG, or the 150 year old SMAW (stick) process for the root welds. If a semi-automated weld process was desired for the following pipe fill passes, the weld shop would often use the gas shielded flux cored process with the common 0.045 (1.2 mm) wire, and it’s fast freeze weld slag capability.
 For decades on “rotated pipe welds”, MIG Short Circuit (SC) with an 0.035 wire was a common weld process for steel pipe 5G root welds. With “alloy steel” root welds, there may be sluggish weld solidification” issues with SC welds. And for the rotated 5G pipe fill passes, gas shielded flux cored is a common selection even with the flux cored wire’s common entrapped weld slag and porosity concerns.
For decades on “rotated pipe welds”, MIG Short Circuit (SC) with an 0.035 wire was a common weld process for steel pipe 5G root welds. With “alloy steel” root welds, there may be sluggish weld solidification” issues with SC welds. And for the rotated 5G pipe fill passes, gas shielded flux cored is a common selection even with the flux cored wire’s common entrapped weld slag and porosity concerns.
MIG Spray or Pulsed MIG are often used in rotated pipe fill pass welds. And with pipe – tank or vessel wall thickness > 7 mm, lack of weld fusion can be a concern. With MIG Spray welds, while the weld surface and tie-ins would look excellent and yet often in the fist and second pass over the root, the spray weld would reveal lack of weld fusion. That lack of Spray MIG fusion would result from the poor relationship between the weld energy delivered that’s influenced by Reverse Polarity and the MIG weld deposition rates delivered that drive the rapid weld travel rates
As for pulsed MIG, as well as the relationship between the weld speeds and polarity discussed above, the Pulsed MIG low background current will always have an influence on the weld fusion attained and that fusion is further influenced by the wall thickness and the alloy content and gas mix.
Below. Em training Exxon pipe welders on MIG and Flux Cored best pipe weld practices, and also evaluating for Exxon the usability of MIG STT – MIG RMD – MIG SC weld transfer modes for the over head 5G root position on Nat Gas pipe.

Note: When you want to evaluate a pipe root weld process capability , there is no better weld position to start than the 5 – 7 o’clock weld position.
 With all position Pipe – Vessel and Tank welds, there is no longer a NEED FOR TWO ARC WELD PROCESSES:
With all position Pipe – Vessel and Tank welds, there is no longer a NEED FOR TWO ARC WELD PROCESSES:
From root to fill, weld applications such as this tank are now being completely welded with one weld process, TIP TIG. As many are aware. weld shops would typically utilize two weld processes for their common code welds on pipes, vessels, tanks and valves. When welding 5G pipe welds, often one weld process will be utilized for the root weld, and one process for the pipe fill passes. And for the weld shops the need for two weld process will require;
- TWO DIFFERENT WELD POWER SOURCES.
- TWO DIFFERENT WELD GASES.
- TWO WELD CONSUMABLES.
- TWO WELD PROCEDURES.
- TWO SETS OF WELD EXPERTISE AND WELD SKILLS.
 In the three decades, while the major N.American and European weld equipment manufacturers went through thirty years of trying to remove the electronic bugs from their too often erratic performing Pulsed MIG equipment, they are actually in the last few years producing Pulsed MIG equipment with mediocre programs suited to both the root and fill passes with all position pipe welds.
In the three decades, while the major N.American and European weld equipment manufacturers went through thirty years of trying to remove the electronic bugs from their too often erratic performing Pulsed MIG equipment, they are actually in the last few years producing Pulsed MIG equipment with mediocre programs suited to both the root and fill passes with all position pipe welds.
IT’S ONE THING FOR A WELD EQUIPMENT COMPANY TO STATE THAT THEY HAVE AN ARC WELD PROCESS CAPABLE OF ALL POSITION PIPE WELDS, HOWEVER THE WELD REALITY FOR THE PIPE SHOP IS;
- WHAT IS THE PIPE ROOT WELD QUALITY ATTAINED FOR ALL POSITION WELDS WITH VARIABLE ROOT DIMENSIONS?
- IS LACK OF WELD FUSION, POROSITY, SLAG OR SPATTER A CONCERN?
- WHAT IS THE PIPE WELD PROCESS COST EFFECTIVENESS WITH ANY WALL THICKNESS AND ANY DIAMETER?
- WHAT IS THE EASE OF USE, ARE PIPE WELDER SKILLS INCREASED OR DECREASED?
- HOW EASY IS THE WELD PARAMETER SELECTION?
- WHAT IS THE SUITABILITY OF THAT PROCESS WITH ALL METALS, AND WILL THE PROCESS DEAL WITH SLUGGISH ALLOYS THAT INFLUENCE WELD FUSION?
- WHAT WILL BE THE WELD HEAT INFLUENCE FROM THAT PROCESS BE ON THE WELDS AND PART?
- WILL THE PROCESS PRODUCE WELD SPATTER AND WILL THERE BE WELD FUME CONCERNS?
Note: The TIP TIG process as revealed at this site addresses every one of the pipe weld requirements.
TO ELIMINATE ALL THE CODE WELD QUALITY CONCERNS THAT ARE OFTEN ASSOCIATED WITH PIPE, TANK AND VESSEL APPLICATIONS, WELD SHOPS NOW CAN DO WHAT SPACEX ENGINEERS FINALLY REALIZED AFTER A DECADE, THAT THEY HAD TO DO, USE THE TIP TIG PROCESS.
 IT’S BEEN USED FOR OVER 75 YEARS, SO OF COURSE ITS TIME FOR CHANGE TO A PROCESS THAT IS EASIER TO USE, WILL PROVIDE SUPERIOR WELD QUALITY AND DRAMATICALLY LOWERS WELD COSTS.
IT’S BEEN USED FOR OVER 75 YEARS, SO OF COURSE ITS TIME FOR CHANGE TO A PROCESS THAT IS EASIER TO USE, WILL PROVIDE SUPERIOR WELD QUALITY AND DRAMATICALLY LOWERS WELD COSTS.
The reality has been since the 1940’s, that the DC TIG process was the only manual arc weld process that the weld industry was confident could consistently attain steel and alloy steels code weld quality that had a chance of requiring minimal weld rework. However with the DC TIG average poor weld deposition rates of less than a pound/hr, and the fact that TIG required the highest welder skills. The DC TIG process was poorly suited to many code quality weld applications.
 The weld reality is that during the 20th Century, the major global weld equipment manufactures did little to improve the DC TIG weld process, in general their weld equipment process improvement focus was typically on improving the pulsed MIG process, a process which in reality can never deliver the pipe weld quality capability of DC TIG.
The weld reality is that during the 20th Century, the major global weld equipment manufactures did little to improve the DC TIG weld process, in general their weld equipment process improvement focus was typically on improving the pulsed MIG process, a process which in reality can never deliver the pipe weld quality capability of DC TIG.
EVERY WELD SHOP THAT PRODUCES CODE QUALITY WELDS APART FROM WELD QUALITY HAS TO BE INTERESTED IN THE WELD PROCESS CAPABILITY FOR WELD UNIFORMITY AND WELD CONSISTENCY.
The DC TIG welder skills, the different TIG wire feed hand delivery techniques and many different weld practices utilized on TIG pipe, vessel and tank welds, vary dramatically from one DC TIG welder to another DC TIG welder. Lets face it, this had to influence weld quality, weld uniformity and weld continuity. Think about this when you make a decision and your focus is on attaining optimum, consistent, uniform weld quality.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
No matter how hard the weld shop tries, with manual DC TIG or MIG STT – MIG RMD or with any low amp pulsed MIG weld mode, you wont get the ability to deal with weld gap and pipe alignment root changes. You wont have the weld continuity, the control of arc starts – stops or the weld cleanliness that’s possible with TIP TIG on any weld position, pipe, vessel or plate weld application.
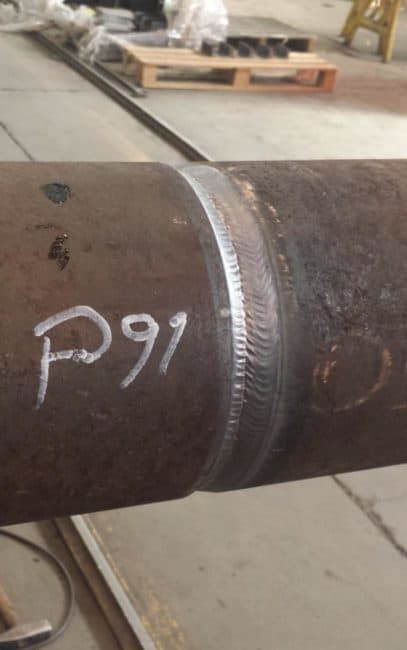
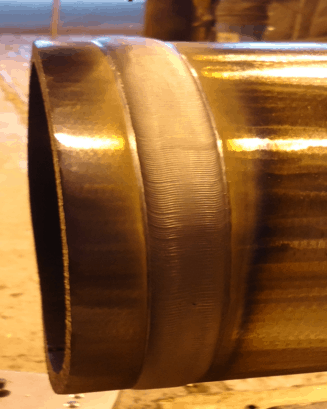
TIP TIG welding a pipe that’s thicker wall than a submarine hull, producing weld quality that is impossible to achieve with the flux cored wires that are being used.

Any serious weld decision maker would look at this TIP TIG weld and realize its producing something that’s impossible with a regular DC TIG weld, or with any Pulsed MIG weld mode. Here are the prime reasons why.
- Examine again the plasma and weld surface. Thanks to the unique TIP TIG full plasma coverage over the weld surface watch that fluid weld as the arc is directed left and right. This ensures the best possible fusion into the side wall.
- That high TIP TIG energy is influenced by the increased current capability and the fact that the weld wire drops are fluid as they enter the weld.
- The rapid freeze weld characteristics influenced by EN polarity. The capability that comes from a ceramic nozzle, the continuous fed wire and no foot control dramatically reduces all position pipe weld skills.
- Note the with the high energy and inert gas, the resulting weld purity that will never be possible with any pulsed MIG weld using a reactive gas mix.
 Its a small point but this TIP TIG picture shows something not possible from any manual DC TIG welder. The TIP TIG vibrating weld wire is fed at a fixed continuous rate into a plasma sweet spot that does not derive energy from the weld, of course this adds to the weld quality uniformity and continuity.
Its a small point but this TIP TIG picture shows something not possible from any manual DC TIG welder. The TIP TIG vibrating weld wire is fed at a fixed continuous rate into a plasma sweet spot that does not derive energy from the weld, of course this adds to the weld quality uniformity and continuity.
 To create the steel or alloy steels Pulsed MIG weld drops, those pulsed weld drops are influenced by the approx. 50% of their time spent at a Low Back Ground Current which dramatically influences the open arc weld energy attained.
To create the steel or alloy steels Pulsed MIG weld drops, those pulsed weld drops are influenced by the approx. 50% of their time spent at a Low Back Ground Current which dramatically influences the open arc weld energy attained.
Every weld shop should be aware how well suited Pulsed MIG is for aluminum gauge welds in which MIG spray transfer is too hot and the lower energy from the pulsed process is better suited.
- In contrast to higher energy spray welds, Pulsed MIG on stls > 1/4,
(> 6 mm) will typically increase the weld concerns for lack of weld fusion and porosity. That concern is increased with sluggish welds that result with alloy steels especially stainless. TIP TIG will always provide on any metals the best possible weld fusion with the lowest weld porosity. - In contrast to pulsed MIG, TIP TIG welders have the best possible process for both the pipe root and fill passes.
- Pulsed MIG is highly wire stick out (WSO) sensitive in which small changes have an impact on the weld energy delivered.
- Pulsed MIG will have weld start / stop and tie-in defects, and the skills required are higher than required for TIP TIG which does not have WSO or weld start / stop and tie-in issues.
- Remember if STT or any other low pulsed or SC modes are used for pipe roots, these processes will be sensitive to root gap dimension changes and also influenced by sluggish alloys. Wheres as TIP TIG is less sensitive.
- On any all position pipe, plate or vessel fill pass welds, no pulsed MIG mode will ever provide the weld energy delivered by TIP TIG.
- Pulsed MIG has to create oxides viewed as porosity, TIP TIG eliminates this concern.
- Pulsed MIG fill passes will create concern for distortion and stresses and sometimes the need for inter-pass temperature requirements, typically not a concern with TIP TIG.
Pulsed MIG will have a more negative influence on the welded parts mechanical and corrosion properties than TIP TIG. - Pulsed MIG will create weld fume concerns with chrome and other alloys, TIP TIG will not.
I have been writing about Pulsed MIG issues now for more than 30 years, and the primary issues relative to weld fusion on steels and alloy steels with pulsed MIG on code quality welds have not been resolved.
A SIMPLE TEST THAT REVEALS THE WELD FUSION CONCERNS WITH PULSED MIG. For those that don’t understand the weld energy differences delivered from a traditional MIG Spray and a Pulsed MIG weld, do the following task.
- With 3/8 or 1/2 steel thats at least two inch wide. Grind the edges where a horizontal fillet weld will be.
- Take an 0.045 (1.2mm) steel MIG wire and use any argon CO2 mix in the range of 10 – 20% CO2.
- Set the wire feed rate at 420 inch/min, ensure > 250 amps is shown on the power source meter. Set a weld voltage of around 28 volts producing a little crackle sound with a minimum spatter.
- Use fore hand and produce a simple 1/4, (6 mm) fillet weld at least 8 inch in length.
- Then on cold clean plate do the same weld with the power source set at the Pulsed Mode. Again set the wire feed at 420 inch/min. The pulsed volts are usually less, 24 – 27 V. Repeat the 1/4 fillet.
- Do a Macro in the weld center with both samples and focus on the weld fusion attained.
- Be aware that when you set the CV mode on a Pulsed Power Source you will typically draw less current than that attained with a regular CV power source.
 Note: For those of you that see or read about Pulsed MIG utilized successfully on automated pipe weld applications, remember these welds are made with controlled weld travel and weave rates and sometimes use weave spike voltage settings and dwell times to improves the weld fusion capability, features not possible with manual Pulsed MIG welds.
Note: For those of you that see or read about Pulsed MIG utilized successfully on automated pipe weld applications, remember these welds are made with controlled weld travel and weave rates and sometimes use weave spike voltage settings and dwell times to improves the weld fusion capability, features not possible with manual Pulsed MIG welds.

{kind=link}
{kind=link}
{kind=link}
{kind=link}


Its difficult to guarantee the consistency of a code quality flux gas shielded flux cored weld, when that weld quality is not only be dependent on the welder skills and usually their lack of weld process controls and best weld practice expertise. Flux cored is also a weld process in which slag entrapment leading to lack of fusion is the norm, as is excess weld porosity. The final flux cored weld quality will also be;
- dependent on the the weld quality and consistency of the flux provided during wire manufacturing. This varies greatly from one flux cored mfg. to another.
- the flux capability through its seam design to absorb moisture during storage and use. Again this varies greatly from one wire mfg. to another.
- the greater the weld current used > 250 amps, the less influence the fast freeze weld slag will have and pock marks on weld surface will be evident like an SAW weld without adequate flux . Many of you will use the E71T-1 wires for 1/4 or larger horizontal weld fillets and will have excess porosity or weld oxidation concerns as the slag is too thin, unlike a basic slag on an E70T-1 wire which is thicker (slower weld cool) and provides more deoxidizers.
- The flux cored weld will also be dramatically influenced by small changes in the wire stick out lengths which is common especially with groove welds on parts > 1/2.
 Another issues with flux cored wires and the often long gun lengths utilized. With long gun lengths, to maintain the wire feed, often too much tension is applied on the drive rolls which can crush the wire influencing the consistency of the flux transfer.
Another issues with flux cored wires and the often long gun lengths utilized. With long gun lengths, to maintain the wire feed, often too much tension is applied on the drive rolls which can crush the wire influencing the consistency of the flux transfer.
Even when the flux cored wire is not crushed, the flux transfer with the molten metal can also be irregular. That fast freeze, rutile, thin, weld slag that you see with the common E71T-1 wires can be inconsistent in both it’s thickness and in it’s weld coverage.
The common worm tracks and their related excess random porosity will also be common flux cored weld defects, influenced also by the dampness and humidity that the environment that the weld wire is used and stored in. Other things will influence that E71T-1 wire use.
- With the good vertical up deposition rates and the the rapid weave weld bead speeds, remember that E71-T-1 weld is controlled by the fast freeze thin weld slag that is further (influenced by the weld speed) and the slag can solidify too rapidly, not allowing the slag to melt or allowing the porosity time to leave the weld and enter the slag.
- The greater the weld current used > 250 amps, the less influence the fast freeze weld slag will have and pock marks on weld surface will be evident like an SAW weld without adequate flux . Many of you will use the E71T-1 wires for 1/4 or larger horizontal weld fillets and will have excess porosity or weld oxidation concerns as the slag is too thin, unlike a basic slag on an E70T-1 wire which is thicker (slower weld cool) and provides more deoxidizers.


Many weld shops will be aware that to step into the welding 21 st Century, and attain on code quality welds, the dramatic weld quality improvements and weld cost reductions from TIP TIG, will require dramatic weld changes that first will require front office weld process ownership.
DCEN TIG AND TIP TIG WELD COSTS: Traditional arc weld costs are often confusing subjects that I do simplify in all my arc weld process control training programs. The reality is that discussions on weld costs are rare events in weld shops, especially with the DC TIG process that often produces welds at slower weld speeds than a turtle. When it comes to weld costs, it’s more likely the weld shop front office will be more more concerned about not having enough skilled TIG welders for a project, or concerned about the latest price increase of the weld gases and wires used.
let’s take a close look at TIP TIG and regular TIG weld costs. Below we have two weld shops bidding against each other on a new one year code quality contract welding mostly pipe.
_______________
SHOP ONE WELD COSTS: PIPE CONTRACT BID USING TRADITIONAL DC TIG:
To get the pipe welding project contract, shop one figures it needs to hire 10 additional DCEN TIG welders and purchase 10 new TIG units. The welders will mostly be producing ASME pipe welds on high strength steels and alloy steels. The project will last one year. The basic labor and power source budget for the shop one is, weld labor costs, 10 welders x $65.000 = $650.000/yr. Plus 10 Inverter DCEN TIG power sources would be required, TIG units at $7000 per-unit x 10 = $70,000. TIG Labor costs plus weld equip.= total $720,000.
SHOP TWO WELD COSTS: PIPE CONTRACT BID WITH THE TIP TIG PROCESS: This shop also is looking to bid on the above pipe contact. These guys decided to select the TIP TIG process. With TIP TIG, in contrast to DC TIG, the weld shop can expect a minimum 300 to 400% increase in the TIG weld production obtained each hour. This shop bid on the job with three TIP TIG welders, 3 x $65.000/yr = $195.000 and required the purchase of three TIP TIG units with an approx. cost of $26,000 each = x 3 = $78,000. TIP TIG Labor and weld equipment costs = total $273.000.
A REMINDER ABOUT PIPE WELD REWORK INFLUENCE ON WELD COSTS:
The three common areas for all position, code quality pipe weld defects.
- Weld fusion in the first two or three passes over the root.
- Weld porosity throughout the welds.
- All weld start and stops.
No other weld process has the capability of TIP TIG to ensure these weld defects do not occur. Using the two or three TIP TIG recommended weld settings, and the best weld practices, weld shops should anticipate zero weld rework. Also weld shops would anticipate a 200 – 400% reduction in the annual argon gas costs, with a 15 – 25% reduction in weld wire costs. I am aware of many defense, aerospace, power, oil and other high tech companies that annually employ in their combined global manufacturing facilities, hundreds of TIG welders. The reality is if the front office weld decision makers would wake up, dramatic weld cost reductions would be obtained from TIP TIG.
REGULAR TIG DEPOSITION RATES & WELD COSTS. Another subject also rarely discussed in weld shops would be DCEN TIG weld deposition rates. Let’s say that your manual TIG welder is welding steel or stainless pipe and using a common 3/32 steel TIG wire for the pipe “vertical up fill passes”. The welder typically would feed around 8 to 9 inch of the 3/32 wire length each minute. 8 inch/min of 3/32 wire is approx. 1 lb/hr. However with a manual DCEN TIG deposition of 1 lb/hr and an average arc on time of 20 min/hr, those TIG welders are typically depositing on average approx. 0.03 lb/hr.
TIP TIG DEPOSITION RATES AND WELD COSTS:In contrast to a manual TIG welder, a TIP TIG welder putting in the vertical up fill pass on any steel or alloy steel pipe would average with an 0.035 MIG reel, about 180 inch/min of wire or approx 2.5lb/hr. As TIP TIG is a Semi-automated weld process, it would of course when used manually also increase the TIG arc on times dramatically. With manual TIP TIG pipe welds, and an increased arc on time of 30 min/hr, the TIP TIG welders would typically deposit on average about 1.25 lb/hr, this simply means the TIP TIG welder is depositing 300% plus more TIG weld each hour than the regular TIG welder.